Описание работы поточной линии по производству фланцев

Станки на линии по производству фланцев
Производство стальных фланцев, заглушек и колец может осуществляться штучно, серийно и массово. Выбор метода производства – сложная многогранная задача.
Дата публикации: 23 января 2011
Автор: Дроздов М.В., ООО «Инженерный Союз»
Методы организации процесса производства фланцев
Выбор метода производства – сложная задача, обязывающая проводить инженерные расчёты, технологические изыскания, экономические исследования выгодности производства.
Штучное производство фланцев

Рис. 1. Штучное производство специальных
фланцев больших диаметров
В наше время в России появилось много производителей, не имеющих мощной технической базы, и производящих каждый фланец отдельно, почти вручную. Подобные почти кустарные производители не в праве гарантировать качество продукции, а сроки поставки деталей трубопроводов зачастую не выдерживают никакой критики.
Однако фланцы специального назначения (фланцы нестандартные, фланцы по чертежу заказчика) производятся (рис. 1) в единичных экземплярах, и налаживать их массовое производство нецелесообразно.
Штучное производство требует наличия многофункциональных гибко настраиваемых станков и труда высококвалифицированного персонала.
Серийное производство фланцев
При серийном производстве выпуск осуществляется периодически отдельными повторяющимися партиями сравнительно небольшого объёма. Серийным способом производится 75…80% продукции машиностроительного сектора экономики.
В зависимости от числа фланцев, заглушек фланцевых или колец в партии выделяют мелкосерийное, среднесерийное и крупносерийное производство деталей трубопроводов. Объемы выпуска продукции предприятиями серийного типа колеблется от десятков до тысяч повторяющихся изделий.
Средняя квалификация персонала таких предприятий ниже, чем при единичном, но выше, чем при массовом изготовлении.
Поточное производство фланцев
Поточное (массовое) производство фланцев характеризуется наличием производственной линии, состоящей из последовательно расположенных станков, оборудованных и настроенных для выполнения отдельных коротких технологических операций. Каждая операция закрепляется строго на отдельном месте. Поточная линия с автоматической транспортировкой деталей называется конвейером.
Поточное производство не является гибким, так как настроено на изготовление узкой номенклатуры продукции, но нацелено на непрерывный выпуск больших объёмов продукции.
Из наиболее ярких особенностей поточного производства фланцев стоит выделить наличие мелкоотходных заготовок с минимальными припусками на механическую обработку, выполненных по ресурсосберегающим технологиям.
Для работы поточной линии не требуется персонал высшей подготовки, так как станки максимально полно настроены. Производственные линии снабжены пневмогидравлическими автоматами.
Общее описание поточного производства фланцев, заглушек фланцевых и приварных колец
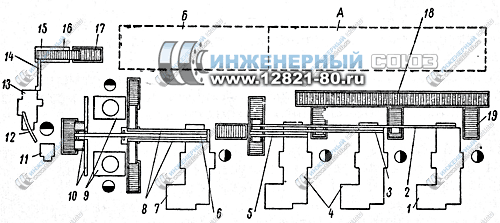
Рис. 2. Общая схема расположения оборудования на поточной
линии по производству фланцев, заглушек и колец
Полученные на заготовительном участке заготовки фланцев, колец и заглушек поступают в механический цех и складываются в непосредственной близости от поточной линии на отведённом для этого месте А (рис. 2). Вдоль склада заготовок проходит рольганг 18 с ответвлением 19, по которому контейнеры с уложенными в них заготовками подаются к токарному станку 1 для выполнения проточки наружного диаметра и снятия фаски с наружного диаметра деталей трубопроводов.
Последовательность обработки фланцев на поточной линии
Рассмотрим, в какой последовательности происходит дальнейшая обработка фланцев.
После обработки на специализированном токарном станке детали по наклонному желобу 2 (рис. 2) скатываются к одному из токарных станков 4, на которых выполняется подрезка ступенчатого торца (уплотнительного выступа фланца). Затем детали по желобам 3 и 5 подаются